





Consultation sur les produits
Votre adresse email ne sera pas publiée. Les champs obligatoires sont marqués *


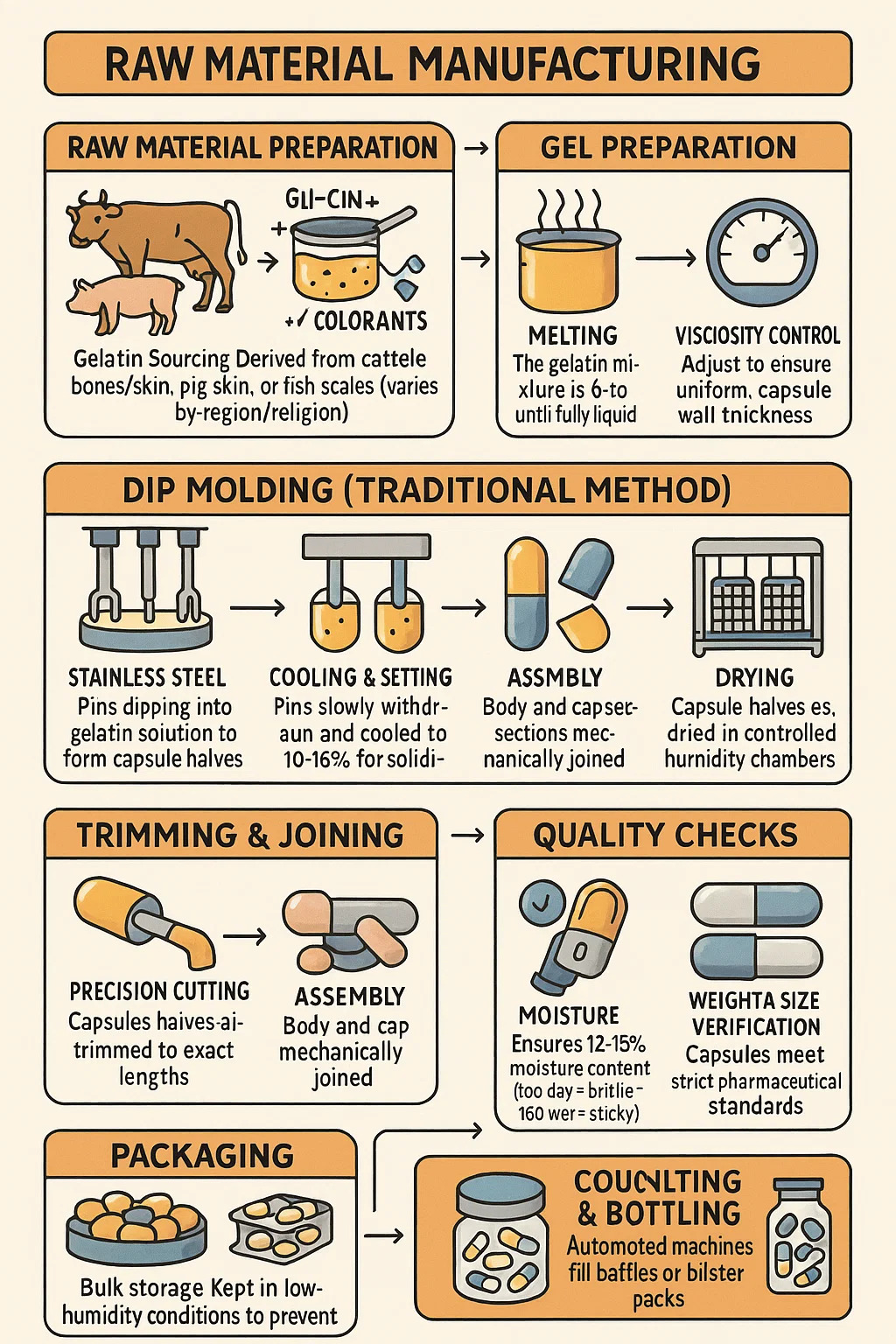
Gélule de gélatine Processus de fabrication
1. Préparation des matières premières
Approvisionnement en gélatine : Dérivé d’os/peau de bovins, de peau de porc ou d’écailles de poisson (varie selon la région/religion).
Purification : bouilli dans des solutions acides/alcalis pour éliminer les graisses et les minéraux, puis filtré pour éliminer les impuretés.
Mélange : Mélangé avec de l'eau, de la glycérine (plastifiant) et parfois des colorants pour former un gel épais.
2. préparation du gel
Fusion : Le mélange de gélatine est chauffé à 60-70°C jusqu'à ce qu'il soit complètement liquide.
Contrôle de la viscosité : ajusté pour garantir une épaisseur de paroi uniforme de la capsule.
Anti-mousse : Traité sous vide pour éliminer les bulles d'air qui pourraient fragiliser les capsules.
3. Moulage par trempage (méthode traditionnelle)
Épingles en acier inoxydable : trempées dans la solution de gélatine pour former des moitiés de capsule.
Refroidissement et prise : les broches sont lentement retirées et refroidies à 10-15°C pour solidification.
Séchage : les moitiés de capsules sont séchées dans des chambres à humidité contrôlée pour éviter toute déformation.
4. Découpage et assemblage
Coupe de précision : les moitiés de capsules sont coupées à la longueur exacte.
Assemblage : Les sections du corps et du capuchon sont assemblées mécaniquement.
Polissage : Roulé dans un chiffon pour lisser les bords et éliminer l'excès de gélatine.
5. Contrôles de qualité
Inspection visuelle : rejette les capsules déformées, décolorées ou inégales.
Test d'humidité : garantit une teneur en humidité de 12 à 15 % (trop sec = cassant ; trop humide = collant).
Vérification du poids et de la taille : les capsules doivent répondre à des normes pharmaceutiques strictes.
6. Emballage
Stockage en vrac : conservé dans des conditions de faible humidité pour éviter le ramollissement.
Comptage et mise en bouteille : des machines automatisées remplissent des bouteilles ou des blisters.
| Scène | Détails du processus clé | Notes critiques |
| 1. Préparation des matières premières | • Extraction de gélatine : Faire bouillir des parties de bovins/porcs/poissons dans des bains acides/alcalis | – Halal/Casher : Nécessite un abattage d'animaux certifié |
| • Additifs : Glycérine (plastifiant), eau purifiée, colorants facultatifs | – Pas d'alcool solvants à base de solvants autorisés | |
| 2. Fusion du gel | • Chauffé à 60-70°C jusqu'à ce qu'il soit liquide | – Contrôle de la viscosité assure des parois de capsule uniformes |
| • Le démoussage sous vide élimine les bulles d'air | – Réservoirs en acier inoxydable uniquement (pas de métaux réactifs) | |
| 3. Moulage par trempage | • Épingles en acier inoxydable trempées dans du gel, refroidies à 10–15°C pour solidification | – Moules dédiés : Pas de contamination croisée avec des lignes non halal |
| • Séché dans des chambres à humidité contrôlée (~30 % HR) | – Séchage lent prévient la fragilité | |
| 4. Découper/Joindre | • Demi-capsules coupées à une longueur précise, assemblées mécaniquement | – Pas de lubrifiants à base de graisse animale dans les machines |
| • Poli avec des chiffons de qualité alimentaire | – Détecteurs de métaux vérifier la présence de débris d'équipement | |
| 5. Contrôle qualité | • Inspection visuelle : Rejette les capsules déformées/décolorées | – Test d'humidité : objectif de 12 à 15 % (critique pour la durée de conservation) |
| • Contrôles poids/taille : Tri automatisé | – Test de dissolution vérifie les taux de libération des médicaments | |
| 6. Emballage | • En bouteille ou sous blister faible humidité environnements | – Emballage barrière empêche l'absorption de l'humidité |
Votre adresse email ne sera pas publiée. Les champs obligatoires sont marqués *
Si vous souhaitez en savoir plus sur nos produits, n'hésitez pas à nous contacter et nous ferons de notre mieux pour vous aider.

