





Consultation sur les produits
Votre adresse email ne sera pas publiée. Les champs obligatoires sont marqués *


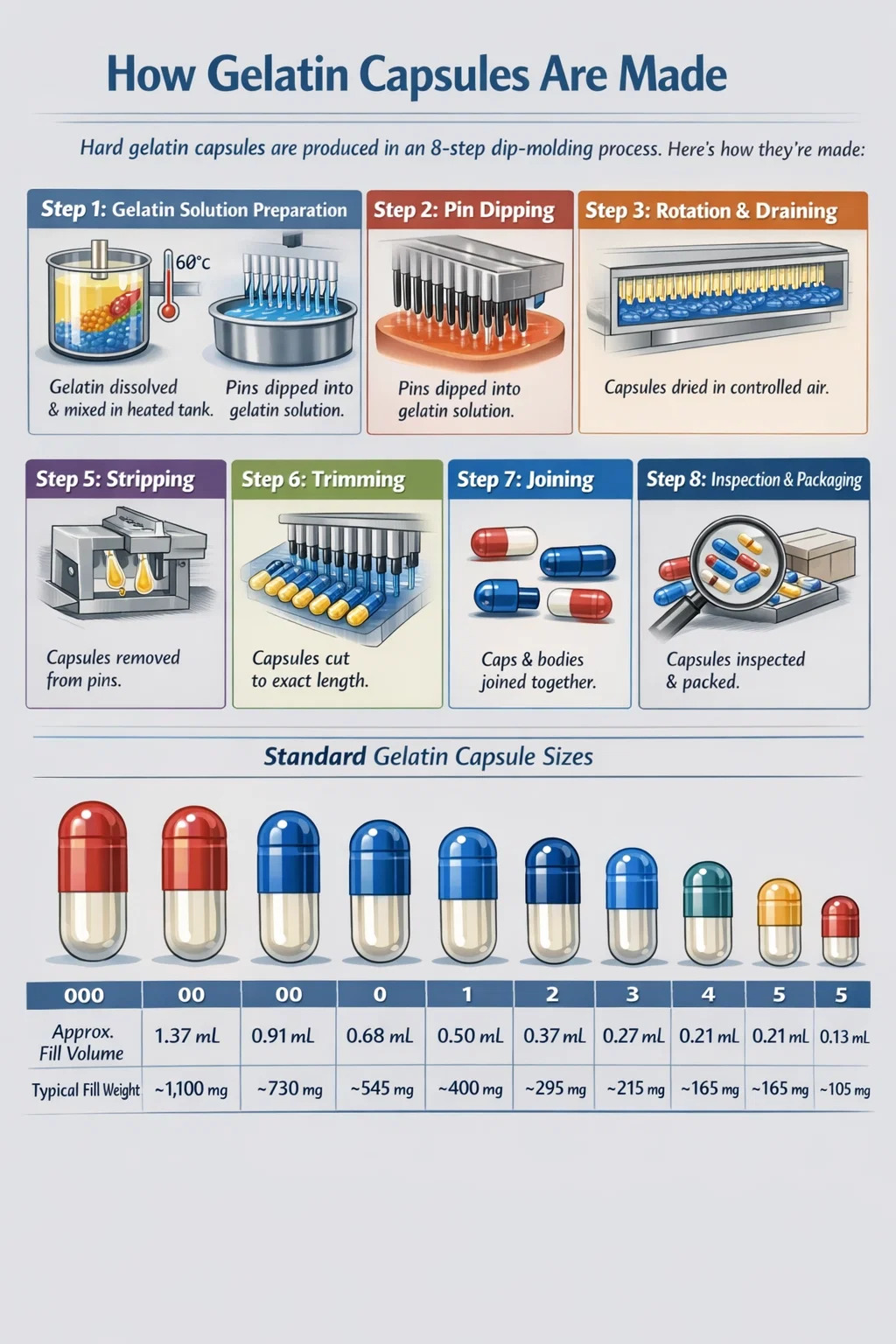
Les capsules – en particulier les capsules de gélatine – sont fabriquées selon un processus de moulage par immersion dans lequel des broches en acier inoxydable de précision sont immergées dans une solution de gélatine à température contrôlée, retirées, séchées, dénudées, parées et assemblées pour former la coque finie. Ce processus s'applique à capsules de gélatine dure (HGC) , qui représentent environ 70 à 75 % de toutes les capsules produites dans le monde. Les capsules de gélatine molle (softgels) suivent une méthode différente d'encapsulation par filière rotative dans laquelle la coque et le matériau de remplissage sont formés simultanément.
L'ensemble du cycle de fabrication des capsules de gélatine dure — depuis le trempage des broches jusqu'à la coque finie — prend généralement 45 à 50 minutes par cycle batch sur une ligne automatisée moderne, avec une seule machine de production capable de produire plus d'un million de coques de capsules par heure. Comprendre ce processus est essentiel pour les fabricants de produits pharmaceutiques, les marques de nutraceutiques, les pharmacies de préparation et toute personne recherchant ou évaluant des matériaux pour capsules.
Une capsule de gélatine est une enveloppe composée principalement de gélatine – une protéine dérivée de l’hydrolyse partielle du collagène provenant d’os, de peaux et de tissus conjonctifs d’animaux, le plus souvent d’origine bovine ou porcine. La coquille se dissout dans les liquides gastriques à l'intérieur 3 à 10 minutes , libérant efficacement son contenu dans le système digestif.
Les capsules de gélatine dominent le marché pharmaceutique et des suppléments pour plusieurs raisons mesurables :
Deux principaux types de capsules de gélatine existent dans la production commerciale : les capsules de gélatine dure et les capsules de gélatine molle. Leurs processus de fabrication sont fondamentalement différents et leurs applications reflètent ces différences.
Avant d’examiner le processus de production, il est nécessaire de comprendre les matières premières qui déterminent directement la qualité de la coque, les performances de dissolution et la conformité réglementaire.
La gélatine de qualité pharmaceutique utilisée dans la production de capsules doit répondre aux spécifications décrites dans la Pharmacopée américaine (USP), la Pharmacopée européenne (Ph. Eur.) et la Pharmacopée japonaise (JP). Les paramètres de qualité clés comprennent :
Les coques de gélatine pure seraient trop cassantes pour une manipulation pratique. Des plastifiants sont ajoutés pour introduire de la flexibilité. Pour les gélules, la teneur en plastifiant reste minimale (inférieure à 1 à 2 %). Pour les capsules de gélatine molle, la concentration de plastifiant est beaucoup plus élevée – généralement 20 à 30 % de la formulation de coque . Le plastifiant le plus courant est la glycérine, le sorbitol étant utilisé dans les applications sensibles à l'humidité.
Le dioxyde de titane est utilisé comme opacifiant pour empêcher la dégradation lumineuse des matériaux de remplissage photosensibles. Les colorants approuvés (colorants FD&C, oxydes de fer, pigments naturels tels que le rocou ou le carmin) sont incorporés à la solution de gélatine avant le trempage. Une seule enveloppe de capsule peut contenir 0,01 % à 2 % p/p de dioxyde de titane en fonction du niveau d'opacité requis.
L'eau purifiée (répondant aux normes USP ou Ph. Eur.) est le principal solvant pour la dissolution de la gélatine. La solution de gélatine utilisée pour le trempage contient généralement 30 à 40 % p/p de solides de gélatine dissous dans l'eau , maintenu entre 50 et 60 °C pour maintenir la solution à une viscosité appropriée pour le trempage.
Certains fabricants ajoutent des conservateurs antimicrobiens à faible concentration tels que le dioxyde de soufre (SO₂) à la masse de gélatine pour éviter la contamination microbienne pendant le traitement. Le niveau autorisé dans la gélatine finie ne dépasse généralement pas 50mg/kg par Ph. Eur. caractéristiques.
La fabrication des enveloppes de capsules de gélatine dure suit une séquence d’étapes étroitement contrôlées. Chaque phase se déroule dans une section dédiée d'une machine automatisée de fabrication de capsules (telles que celles produites par Capsugel, ACG ou Qualicaps). Voici une répartition détaillée de chaque étape :
Les granules de gélatine de qualité pharmaceutique sont pesés et dissous dans de l'eau purifiée à l'aide d'un récipient mélangeur à double paroi et à chauffage contrôlé. La solution est apportée à 60-70°C sous agitation continue pendant 2 à 4 heures jusqu'à ce qu'elle soit complètement homogène. Des colorants, des opacifiants et tous les excipients sont ajoutés au cours de cette étape. La solution finale est dégazée sous vide pour éliminer les bulles d'air qui autrement créeraient des trous d'épingle dans la coque finie. La solution est ensuite transférée dans un réservoir où la température est maintenue à 50-55°C pour éviter une gélification prématurée tout en maintenant une viscosité correcte pour le trempage.
Le cœur de la fabrication des gélules est le processus de moulage par immersion. Des broches en acier inoxydable ou en laiton – usinées avec précision aux dimensions exactes de chaque taille de capsule (taille 000 à taille 5, avec des volumes correspondants de 1,37 ml à 0,13 ml) – sont disposées en barres contenant chacune des centaines de broches. Ces barres à broches sont d'abord nettoyées, inspectées et pré-lubrifiées avec un agent de démoulage (généralement un lubrifiant de moule à base de cétrimide ou d'agents similaires) pour faciliter le retrait de la capsule.
Les barres à épingles sont ensuite plongées dans la solution de gélatine à température contrôlée. La cuve de trempage est maintenue à 45-50°C pour garantir que la gélatine recouvre uniformément les épingles. Les broches du corps et les broches du capuchon sont trempées séparément, car elles ont des dimensions légèrement différentes : le capuchon a un diamètre légèrement plus grand pour permettre au corps de glisser à l'intérieur et de se verrouiller lors de l'assemblage. La profondeur de trempage et la vitesse de retrait sont contrôlées avec précision pour obtenir une épaisseur de paroi de coque uniforme de 0,09 à 0,12 mm .
Immédiatement après le trempage, les barres à broches sont inversées et tournées lentement. Cette rotation assure une répartition uniforme du film de gélatine sur toute la surface de la broche, empêchant ainsi l’accumulation au niveau de la pointe. Au cours de cette phase, l’excès de gélatine s’écoule vers la cuve de trempage, réduisant ainsi le gaspillage de matière.
Les épingles enduites passent à travers une série de fours de séchage où de l'air conditionné à température et humidité précisément contrôlées est dirigé sur le film de gélatine. Les conditions de séchage sont généralement 20 à 25 °C avec une humidité relative maintenue entre 30 et 45 % . Un séchage trop rapide provoque des fissures ; un séchage insuffisant laisse les coquilles molles et collantes. Le tunnel de séchage d'une machine automatisée moderne peut être 30 à 50 mètres de longueur utile , avec plusieurs zones de température et d'humidité, pour obtenir un séchage progressif et uniforme. Cette étape prend généralement 30 à 40 minutes du temps de séjour total dans le tunnel.
Une fois séché à la teneur en humidité correcte (généralement 13 à 16 % p/p à ce stade), les coques de gélatine semi-rigides sont retirées mécaniquement des broches à l'aide de mâchoires de dénudage en caoutchouc qui saisissent et retirent la coque sans distorsion. Il s'agit d'une étape critique : toute irrégularité de la surface de la broche ou une lubrification inadéquate provoquera une déchirure ou une distorsion à ce stade.
Les coquilles dénudées ont une extrémité ouverte inégale (l’extrémité qui se trouvait au bout de la goupille). Des couteaux rotatifs de précision coupent chaque coquille à la longueur exacte spécifiée. La longueur du capuchon et du corps des capsules de gélatine dure est définie de manière standard. Par exemple, une capsule de taille 0 a une longueur de corps de 18,0 millimètres et une longueur de capuchon de 11,7 millimètres (dimensions standard approximatives ; les spécifications exactes varient selon le fabricant). La précision de coupe est généralement de ±0,3 mm.
Les corps découpés et les bouchons sont introduits dans une section de jonction où ils sont pré-verrouillés : le corps glisse dans le bouchon jusqu'à une position de pré-verrouillage, les maintenant ensemble comme des coquilles vides pendant les opérations de manipulation et de remplissage. Les capsules préverrouillées peuvent être facilement séparées par des machines de remplissage pour le remplissage, puis fermées complètement une fois le remplissage terminé. Le mécanisme d'assemblage utilise des guides et des suiveurs de came pour pousser le corps dans le capuchon à une profondeur contrôlée.
Les coques de capsules de gélatine vides finies passent par des systèmes d'inspection automatisés équipés de caméras et de capteurs qui détectent les défauts visibles : trous d'épingle, doubles parois, fentes, bosses et incohérences de couleur. Les taux de rejet sur les lignes modernes bien entretenues sont généralement inférieurs 0,5% . Les coquilles acceptées sont emballées en vrac dans des poly-sacs dans des cartons et stockées dans des conditions contrôlées de 15 à 25 °C et 35 à 65 % d'humidité relative pour maintenir l’intégrité de la coque pendant la durée de conservation (généralement 3 à 5 ans).
Les capsules de gélatine dure sont fabriquées dans des tailles standardisées, chacune correspondant à une capacité de volume de remplissage définie. Choisir la bonne taille est une décision cruciale en matière de formulation.
| Taille des capsules | Volume de remplissage approximatif (mL) | Poids de remplissage typique (mg) à une densité de 0,8 g/mL | Applications courantes |
|---|---|---|---|
| 000 | 1.37 | ~1 100 | Produits vétérinaires et nutraceutiques à haute dose |
| 00 | 0.91 | ~730 | Huile de poisson, extraits de plantes |
| 0 | 0.68 | ~545 | Taille de supplément OTC la plus courante |
| 1 | 0.50 | ~400 | Produits pharmaceutiques Rx |
| 2 | 0.37 | ~295 | Formulations à dose moyenne |
| 3 | 0.27 | ~215 | API puissantes, formulations pédiatriques |
| 4 | 0.21 | ~165 | Médicaments très puissants |
| 5 | 0.13 | ~105 | Néonatal et microdosage |
Les capsules de gélatine molle (softgels) sont produites à l'aide du processus d'encapsulation par filière rotative , inventé par Robert Pauli Scherer en 1933. Contrairement à la fabrication de capsules dures, le procédé softgel forme la coque et encapsule le matériau de remplissage simultanément dans une opération continue.
Une masse de gélatine chaude (contenant de la gélatine, un plastifiant - généralement de la glycérine et/ou du sorbitol à 20-30 % du poids sec de gélatine - et de l'eau) est étalée sur des tambours de coulée refroidis pour former des rubans de gélatine continus d'épaisseur contrôlée, généralement 0,5 à 1,2 mm d'épaisseur . Deux rubans sont formés simultanément : un pour chaque moitié de la capsule.
Les deux rubans de gélatine sont introduits par des côtés opposés dans un mécanisme de filière rotatif composé de deux rouleaux de filière contrarotatifs. Lorsque les rubans convergent vers les matrices, le matériau de remplissage (liquide, suspension ou pâte) est injecté à partir d'une pompe de remplissage via un mécanisme d'injection en forme de coin positionné entre les rubans. Les matrices tamponnent et scellent la gélatine autour du matériau de remplissage en utilisant la chaleur et la pression - généralement 37–40°C à la surface de la filière — tout en coupant simultanément la capsule du ruban. Cela produit une capsule hermétiquement fermée en une seule opération.
Les gélules fraîchement formées contiennent 30 à 40 % d'humidité et doit être séché. Ils sont transférés dans des sèche-linge — de grands tambours rotatifs avec flux d'air conditionné — où ils culbutent en continu pendant 2 à 4 heures pour éviter de coller et favoriser un séchage uniforme. Le séchage ultérieur sur plateau peut se poursuivre pendant 24 à 48 heures dans des environnements contrôlés jusqu'à ce que la coquille atteigne une teneur en humidité d'équilibre d'environ 6 à 10 % p/p .
Le remplissage d'une capsule de gélatine molle doit être liquide ou semi-solide aux températures de traitement. Les matériaux incompatibles avec le remplissage en gélule comprennent :
Les capsules d'hydroxypropylméthylcellulose (HPMC), également appelées capsules végétariennes ou végétaliennes, ont gagné une part de marché importante en tant qu'alternatives aux capsules de gélatine, en particulier pour les produits destinés aux consommateurs végétariens, végétaliens, halal et casher. Le procédé de fabrication des capsules HPMC utilise le même principe de moulage par trempage, mais avec des différences importantes.
| Paramètre | Gélule de gélatine | Capsule HPMC |
|---|---|---|
| Matériau de la coque | Gélatine d'origine animale | Polymère de cellulose d'origine végétale |
| Temps de dissolution (gastrique) | 3 à 10 minutes | 15 à 30 minutes |
| Sensibilité à l'humidité | Élevé (fragile en dessous de 12 % HR, mou au-dessus de 65 % HR) | Inférieur – plus stable sur toute la plage HR |
| Coût par unité | 0,01 $ à 0,05 $ | 0,03 $ à 0,10 $ (environ 2 à 3 fois plus élevé) |
| Compatibilité des vitesses de remplissage | Excellent – fonctionne avec toutes les charges standard | Bon – peut nécessiter des ajustements de vitesse |
| Risque de réticulation | Oui, les aldéhydes et les sucres réducteurs peuvent réticuler la coque | Non – non susceptible de réticulation |
| Adéquation alimentaire | Ne convient pas aux végétaliens/végétariens | Convient à toutes les préférences alimentaires |
L’un des défis les plus importants en pratique dans la fabrication et la formulation de capsules de gélatine est réticulation de la coque — une réaction chimique dans laquelle des composés contenant des aldéhydes (provenant d'excipients, de matériaux de remplissage ou d'emballage) réagissent avec les groupes amino des chaînes protéiques de la gélatine, formant des liaisons covalentes qui rendent l'enveloppe rigide et résistante à la dissolution.
Les coques de gélatine réticulée peuvent réussir le test de dissolution initial mais échouer après 3 à 6 mois de stockage , créant un risque sérieux de biodisponibilité qui n'est souvent pas détecté tant que les études de stabilité ne sont pas bien avancées. Le test de dissolution à deux niveaux de l'USP a été spécialement développé pour résoudre ce problème : les capsules qui ne satisfont pas aux critères de dissolution standard sont testées à nouveau en présence d'enzymes (pepsine ou pancréatine) pour déterminer si la réticulation en est la cause.
Les déclencheurs connus de la réticulation dans les systèmes de capsules de gélatine comprennent :
Les stratégies d'atténuation comprennent le remplacement du lactose par des sucres non réducteurs (par exemple, le mannitol ou la cellulose microcristalline), l'utilisation de déshydratants et de gaz inertes dans l'espace de tête dans les emballages, la sélection de capsules HPMC pour les formulations sensibles aux aldéhydes et la réalisation de tests de stabilité accélérés. 40°C/75% HR pendant 6 mois comme protocole standard.
Les fabricants de capsules qui approvisionnent l'industrie pharmaceutique doivent opérer sous cGMP (bonnes pratiques de fabrication actuelles) réglementations telles que définies par la FDA 21 CFR Parts 210/211 (États-Unis), EudraLex Volume 4 (UE) ou des directives nationales équivalentes. Le régime de contrôle qualité pour la production de capsules de gélatine couvre plusieurs dimensions :
Au-delà des capsules de gélatine dure et molle standard, l'industrie des capsules a développé des variantes spécialisées pour répondre aux exigences spécifiques en matière d'administration de médicaments. Ces modifications sont introduites soit lors de la fabrication de la coque, soit lors de traitements post-production.
Les capsules de gélatine standard se dissolvent rapidement dans l'acide gastrique (pH 1-2). Pour les médicaments qui sont acido-labiles ou qui doivent être administrés dans l'intestin, les capsules de gélatine sont recouvertes après remplissage de polymères entériques tels que Phtalate d'hydroxypropylméthylcellulose (HPMCP), phtalate d'acétate de cellulose (CAP) ou Eudragit L100 . Ces revêtements restent intacts à un pH gastrique inférieur à 5,0 mais se dissolvent à un pH intestinal supérieur à 5,5-6,0, permettant une libération intestinale ciblée.
Les capsules de gélatine dure peuvent être remplies de formulations liquides ou semi-solides – une technologie qui allie la simplicité de la fabrication des capsules dures aux avantages de biodisponibilité traditionnellement associés aux gélules. Les remplissages liquides pour les gélules doivent être non aqueux ou contenant moins de 10 % d’eau pour éviter le ramollissement de la coquille. Après le remplissage, les capsules sont scellées à l'aide d'un cerclage (une bande de gélatine appliquée autour de la jonction capuchon-corps), d'un thermoscellage ou d'un soudage par rotation. Ce format s'est révélé particulièrement utile pour améliorer la biodisponibilité des médicaments BCS de classe II et IV peu solubles grâce à des systèmes d'administration de médicaments à base de lipides (LBDDS).
Au-delà du HPMC, d'autres matériaux de coque sont disponibles pour des applications spécifiques. Les capsules de pullulane (fabriquées à partir de tapioca fermenté) offrent d'excellentes propriétés de barrière à l'oxygène — taux de transmission de l'oxygène d'environ 10 fois moins que la gélatine — ce qui les rend adaptés aux matériaux de remplissage hautement sensibles à l'oxydation. Les capsules à base d'amidon sont une autre alternative sans animaux, mais sont moins couramment utilisées en raison de leur plus grande fragilité et des défis de transformation.
L’enveloppe de la capsule de gélatine elle-même n’est généralement pas utilisée pour obtenir une libération modifiée – cette fonction est généralement intégrée au remplissage (granulés enrobés, mini-comprimés, granulés à libération contrôlée). Cependant, la capsule de gélatine est un récipient idéal pour héberger plusieurs populations de pellets avec différents profils de libération. Par exemple, une capsule de gélatine dure de taille 0 peut contenir un mélange de Granulés à libération immédiate et à libération prolongée de 8 heures dans une seule capsule, créant un profil de libération biphasique à partir d'une simple étape de fabrication.
L’enveloppe vide de la capsule de gélatine n’est qu’une partie de l’histoire. Le processus de remplissage – effectué chez les fabricants de produits pharmaceutiques, les organismes de développement et de fabrication sous contrat (CDMO) ou les pharmacies de préparation – est également essentiel à la qualité du produit final.
Les remplisseuses de capsules industrielles (de fabricants tels que IMA, Bosch/Syntegon et MG America) fonctionnent sur une base de mouvement continu ou intermittent. Ils ouvrent les coques des capsules préverrouillées, remplissent le corps avec la dose de poudre, de granulés ou de liquide, puis ferment et éjectent la capsule remplie. Les débits de sortie des remplisseuses rotatives à grande vitesse vont de 150 000 à 500 000 gélules par heure . Le contrôle des variations de poids est obtenu grâce à des trieuses pondérales automatisées qui rejettent les capsules en dehors de la tolérance spécifiée, généralement ±5 % du poids de remplissage cible pour les remplissages de poudre.
Pour la préparation de petits lots ou la fabrication d'essais cliniques, les plaques de remplissage de capsules (Torpac, Capsule Machine) permettent le remplissage manuel de 50 à 300 gélules par lot . Les remplisseuses de paillasse semi-automatiques comblent le fossé, la manipulation 5 000 à 50 000 gélules par heure et sont courants dans les opérations pharmaceutiques à petite échelle et les contextes de préparation spécialisée.
Le remplissage des capsules de gélatine dure doit avoir lieu dans des environnements contrôlés. Le paramètre le plus critique est l'humidité relative : les coquilles de gélatine deviennent trop cassantes pour être manipulées en dessous. 30 % d'humidité relative et trop mou et collant dessus 60 % d'humidité relative . Les conditions standard des salles de remplissage sont 20 à 25 °C et 40 à 55 % d'humidité relative . Dans les climats humides, les salles de remplissage nécessitent une déshumidification active avec des systèmes CVC validés.
Pour les sociétés pharmaceutiques, les marques de nutraceutiques et les CDMO, la sélection du bon fournisseur de capsules de gélatine nécessite une évaluation sur plusieurs dimensions au-delà du prix de base pour mille capsules.
Votre adresse email ne sera pas publiée. Les champs obligatoires sont marqués *
Si vous souhaitez en savoir plus sur nos produits, n'hésitez pas à nous contacter et nous ferons de notre mieux pour vous aider.

